Standard Parts · DIN 16903 · CW614N Brass
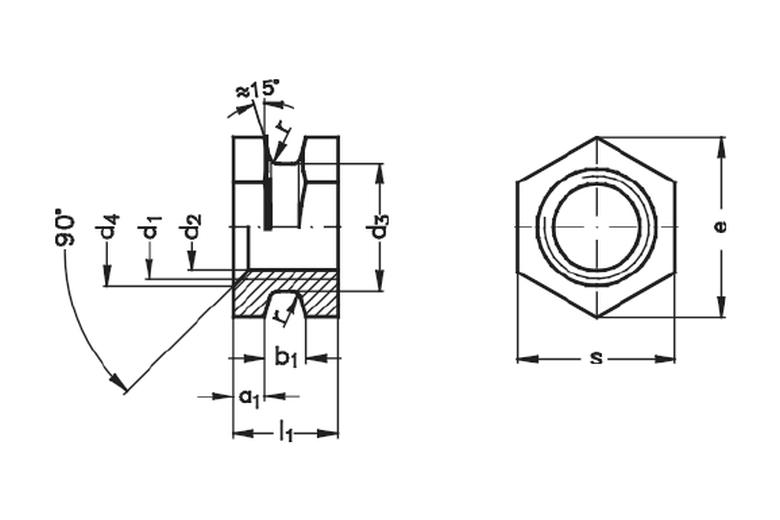
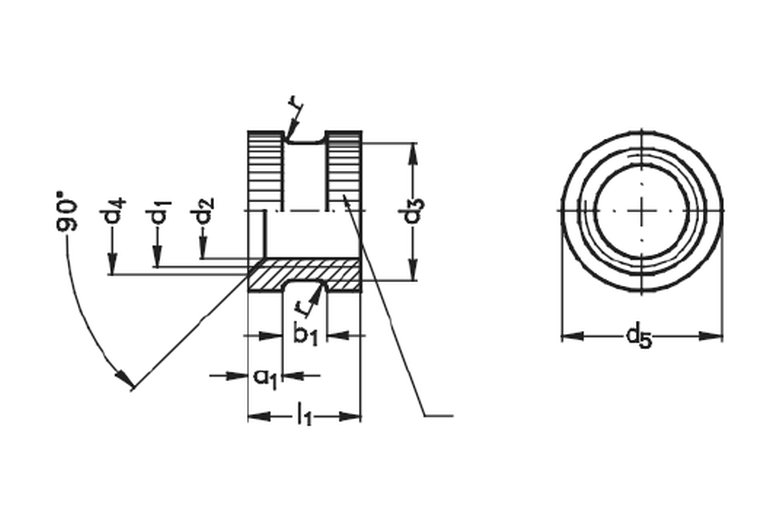
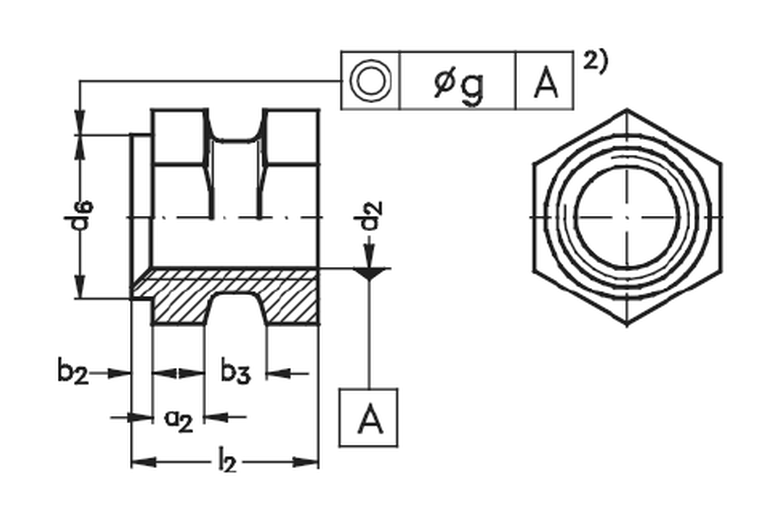
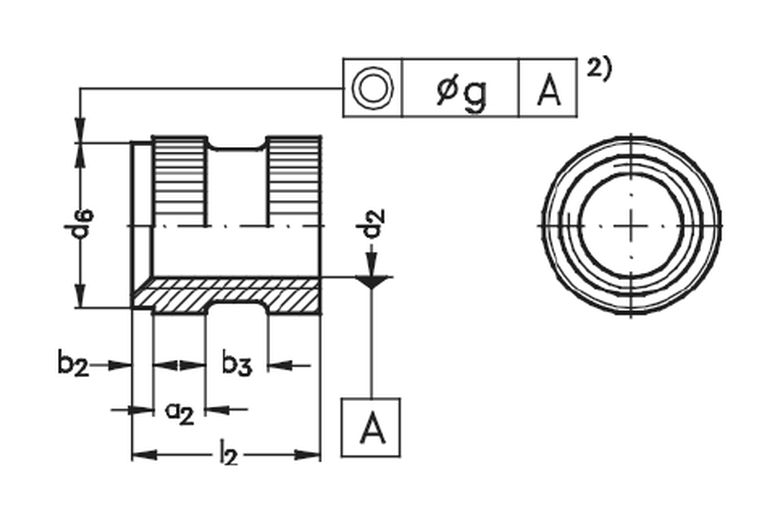
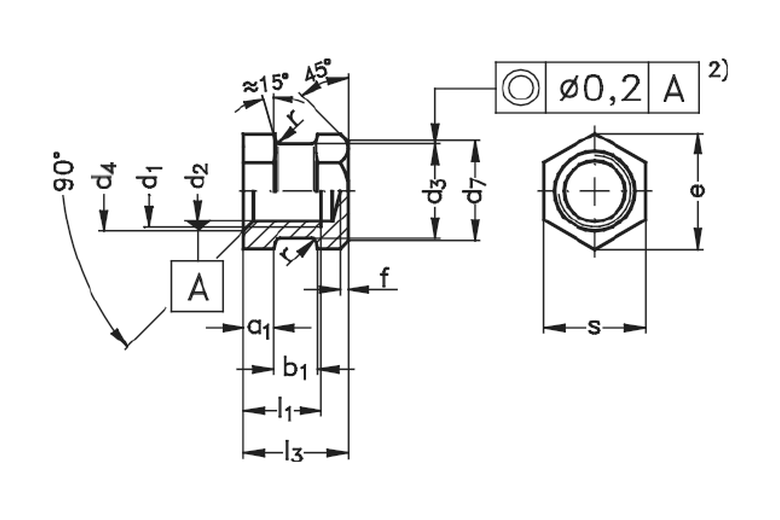
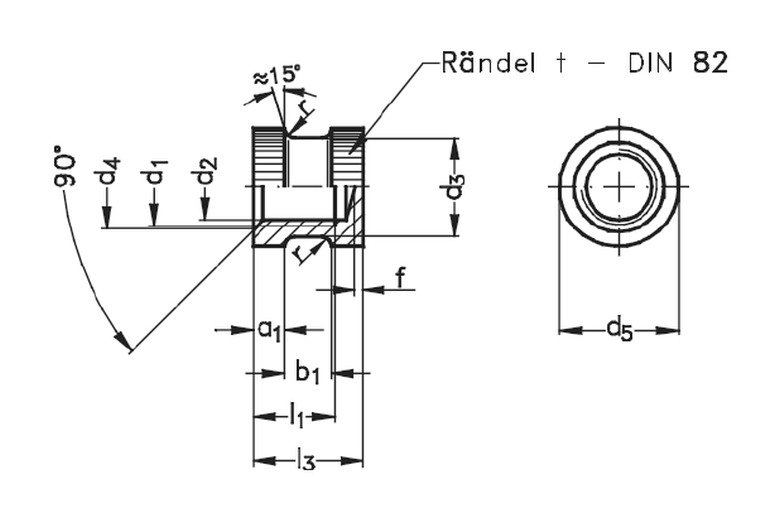
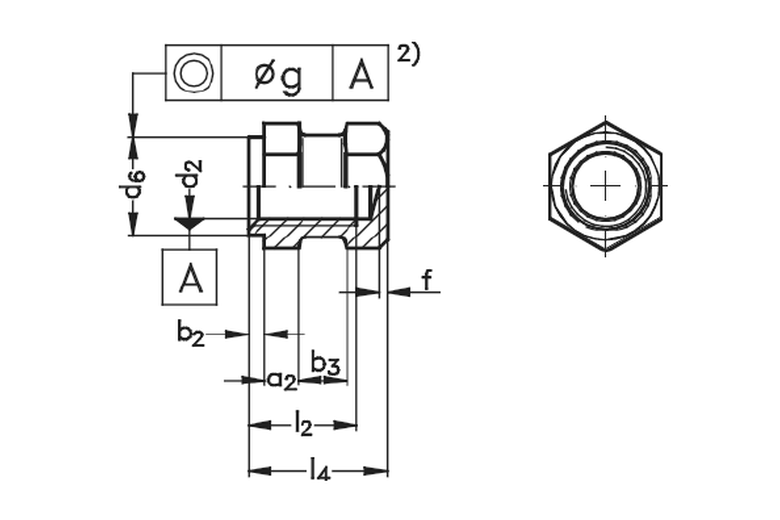
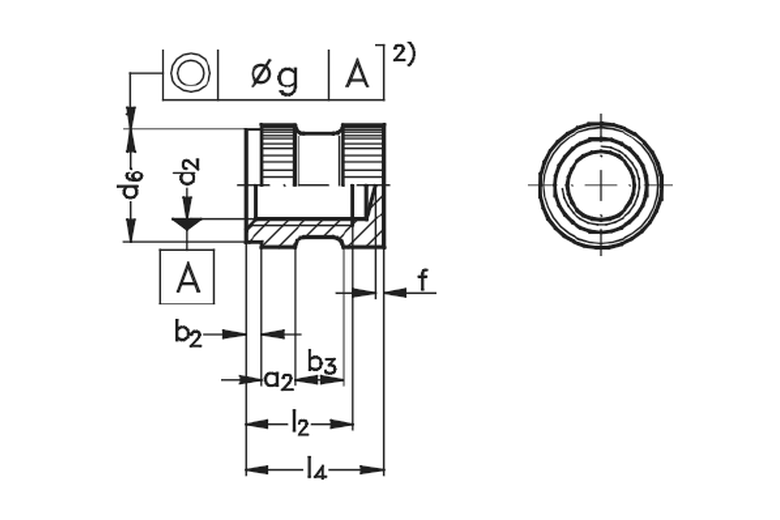
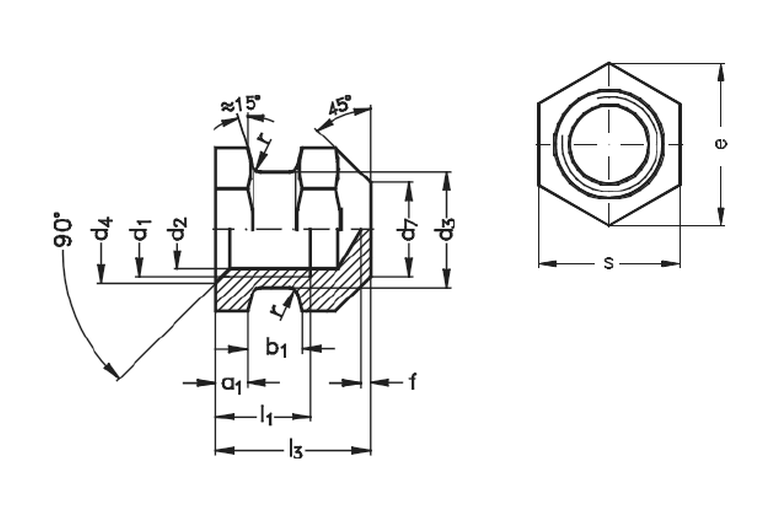
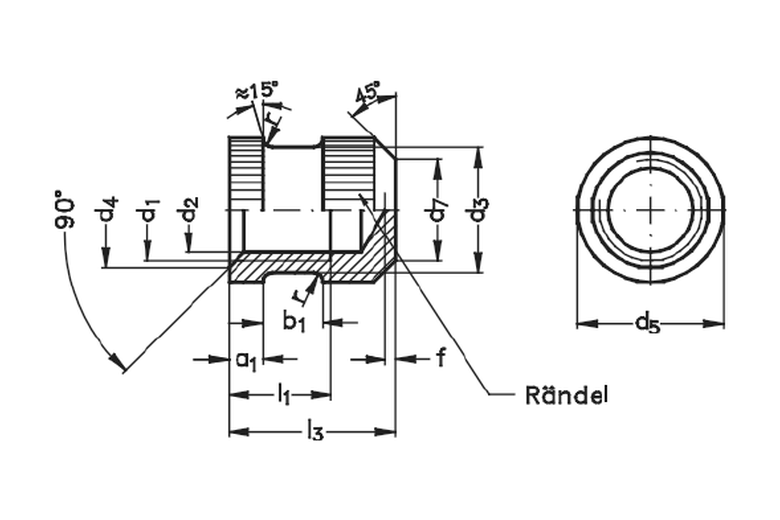
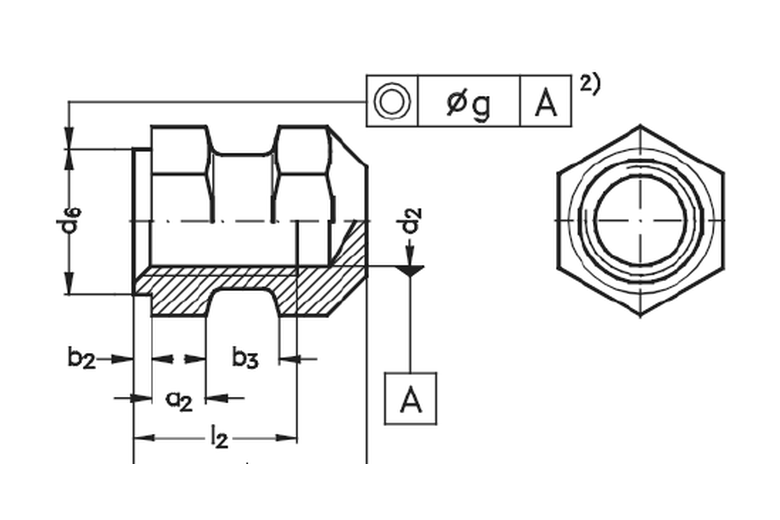
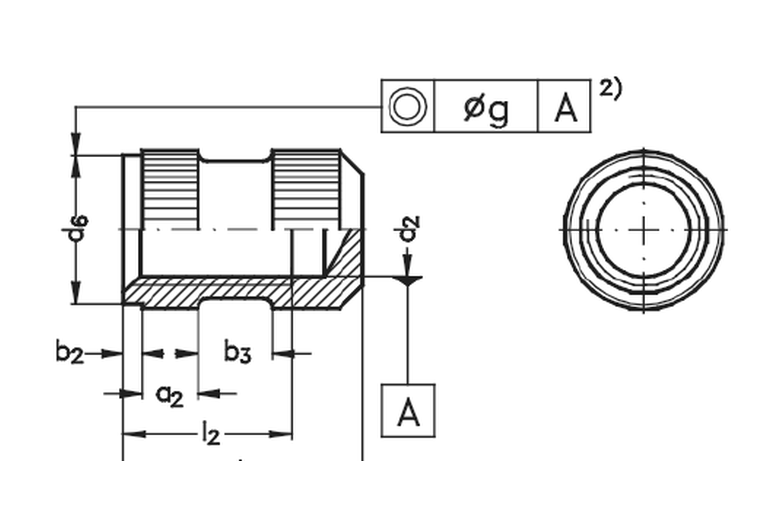
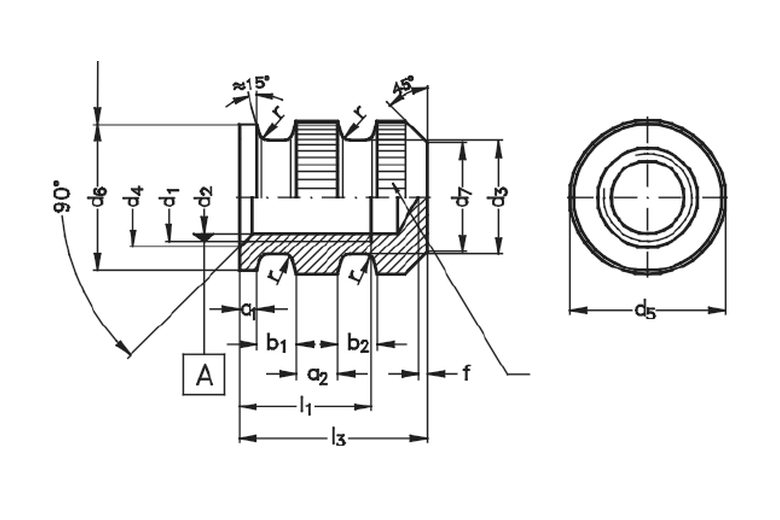
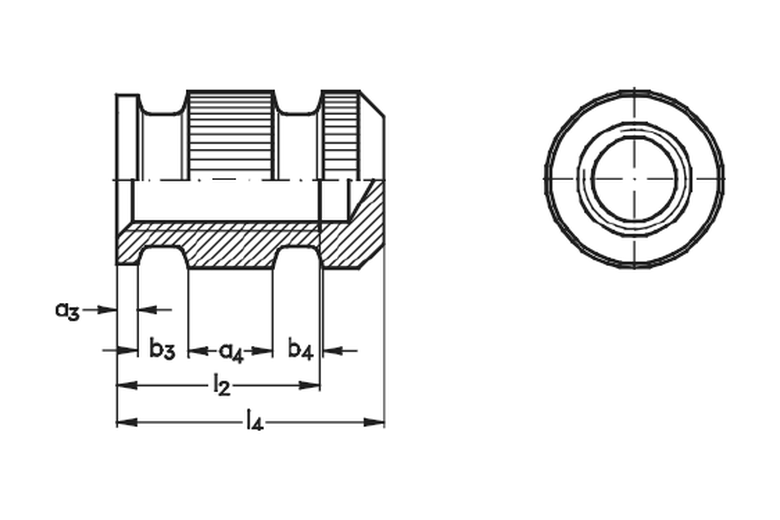
Mould-In Inserts — DIN 16903
All 14 forms — A, B, C, D, E, F, G, H, P, Q, R, S, T, U. Knurled brass threaded inserts for plastic overmoulding. M2 to M16, ISO metric 6H tolerance. Diamond and straight knurl available. Made to order in Jamnagar — no stock items.