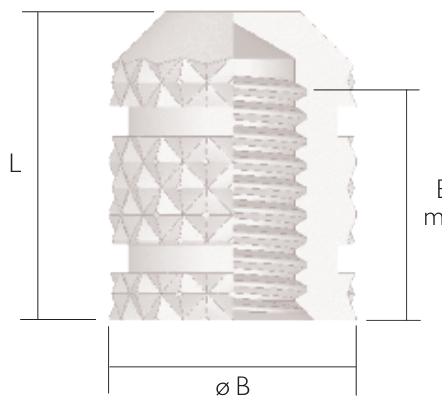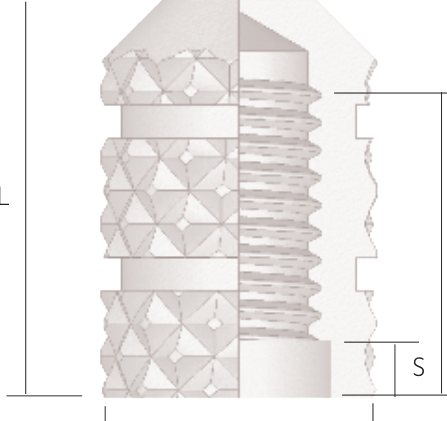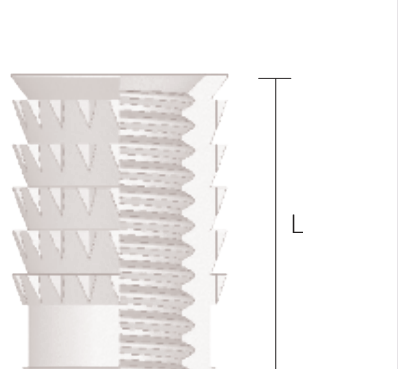
The barbed press-in insert has an external profile of opposed barbs and a diamond knurl that resist both pull-out (axial) and spin-out (torque). The same part can be installed three ways: pressed cold into a pre-moulded hole, set with a heated tip, or driven by an ultrasonic horn. With heat or ultrasonic energy the surrounding plastic softens, flows into the barbs and knurl, and re-solidifies to lock the insert permanently — the highest-performing method.
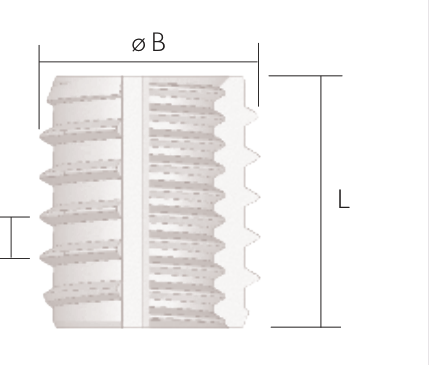
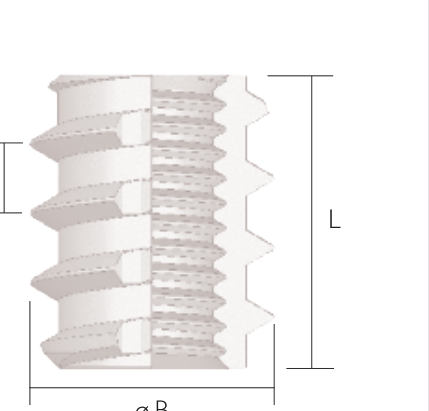
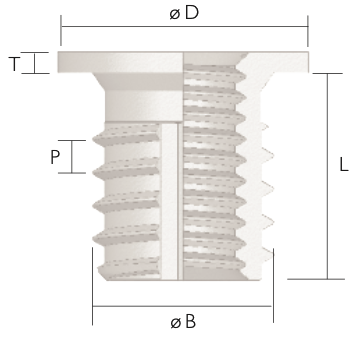
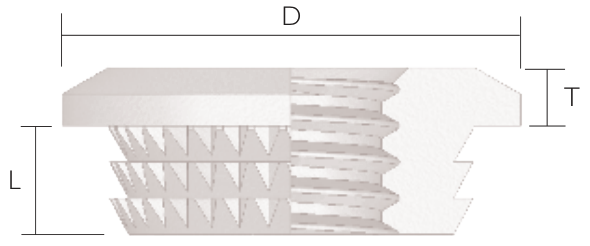
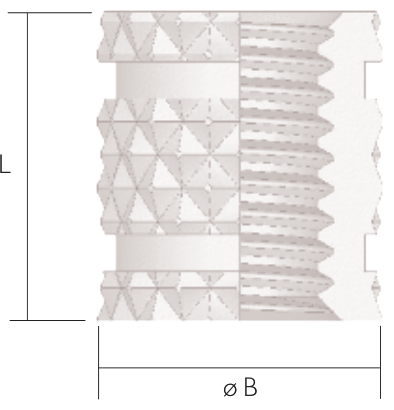
Key dimensions are the internal thread (d), the head/flange diameter (D) where fitted, overall length (L) and the recommended hole diameter. A square lead-in chamfer at each end aids automatic feeding and starts the insert straight. Unheaded, single-head, double-head and thin-section variants cover flush, blind and tight-pitch boss layouts.
Barbed press-in inserts suit softer thermoplastics, foamed grades and over-moulded assemblies, and are the standard choice for high-volume heat-set lines in consumer electronics, automotive trim and enclosures.
TypeBarbed / knurled press-in
SubstrateThermoplastics, composites, metal
InstallCold press · heat-set · ultrasonic
Thread rangeM1.6 – M12 · ISO 6H internal
MaterialCW614N (CuZn39Pb3)
VariantsUnheaded · single/double head · thin-section
3 Install Methods
Max Pull-Out
Anti-Spin Knurl
RoHS Compliant
Barbed Press-In Inserts — Dimensions (mm) · press-in range
| Thread |
Pitch (mm) |
Length L (mm) |
Rec. hole Ø |
Min boss Ø |
Min wall |
| M1.6 | 0.35 | 3.2 | 2.3 – 2.5 | 4.5 | 1.00 |
| M2 | 0.40 | 3.1 – 4.8 | 3.0 – 3.3 | 6.0 | 1.35 |
| M2.5 | 0.45 | 4.1 – 5.2 | 3.7 – 4.0 | 7.4 | 1.70 |
| M3 | 0.50 | 4.1 – 5.2 | 3.7 – 4.0 | 7.4 | 1.70 |
| M3.5 | 0.60 | 4.1 – 7.0 | 4.6 – 5.0 | 9.5 | 2.25 |
| M4 | 0.70 | 5.6 – 8.5 | 5.4 – 5.9 | 10.9 | 2.50 |
| M5 | 0.80 | 6.6 – 10.1 | 6.0 – 6.5 | 12.2 | 2.85 |
| M6 | 1.00 | 7.7 – 12.3 | 7.7 – 8.2 | 14.6 | 3.20 |
| M8 | 1.25 | 8.3 – 13.8 | 10.2 – 10.6 | 19.1 | 4.25 |
| M10 | 1.50 | 10.5 – 16.1 | 12.5 – 13.0 | 23.2 | 5.10 |
| M12 | 1.75 | 16.1 | 15.0 – 15.4 | 25.8 | 5.20 |
Dimensions for the barbed press-in insert range (unheaded / single- & double-thickness head variants). L spans short and regular lengths. Recommended hole diameter is for cold press / heat-set in thermoplastics; open up slightly for glass-filled grades. Thin-section variants available for tight boss walls.