Quality you
can measure.
Every part is checked against your drawing on calibrated metrology equipment before it ships — backed by ISO-certified systems and full regulatory documentation.
certified by DQS
the plant
machines
served
Machining precision brass for export since 2000 · Government-recognised Star Export House
At Brassland, quality is engineered into the part long before it reaches inspection — and verified objectively before it ever reaches you.
We are a precision brass machining manufacturer based in Jamnagar, India, producing turned and milled components for the automotive, plumbing, electrical, instrumentation and electronics industries across more than forty countries. Most of these parts are small, threaded and dimensionally critical — components where a few microns of drift, a marginal thread or an inconsistent sealing face can stop an assembly line or fail in service. Our quality system exists to make that variation visible and keep it under control.
That system rests on three independently certified management standards: ISO 9001 for quality management, ISO 14001 for environmental management and ISO 45001 for occupational health and safety — all certified by DQS. The certificates matter, but what protects your parts day to day is the discipline around them: documented material control at goods-inward, first-article approval at every machine set-up, in-process sampling on calibrated instruments, and final inspection measured against the drawing you supply.
We don't promise perfection or quote a statistical capability figure for parts we haven't yet produced. What we commit to is a transparent, measurable process — tolerances held to the capability of each manufacturing route, inspection results recorded per batch, and full traceability documentation available on request. For safety-critical applications we manufacture strictly to your approved drawing; final validation and approval for the end use remain your responsibility.
How we control quality
Inspection isn't a final gate — it runs from the bar stock to the packed carton, so problems are caught where they happen, not at the customer.
Material verification
Brass, copper and aluminium bar stock is received against mill test certificates (EN 10204 2.1/3.1) and checked for grade, composition and diameter before it is released to production. Where the application requires it, we source low-lead and lead-free grades — such as CW724R, CW510L and CW511L — to meet drinking-water and RoHS-type requirements. Each lot is identified so material can be traced back from the finished part.
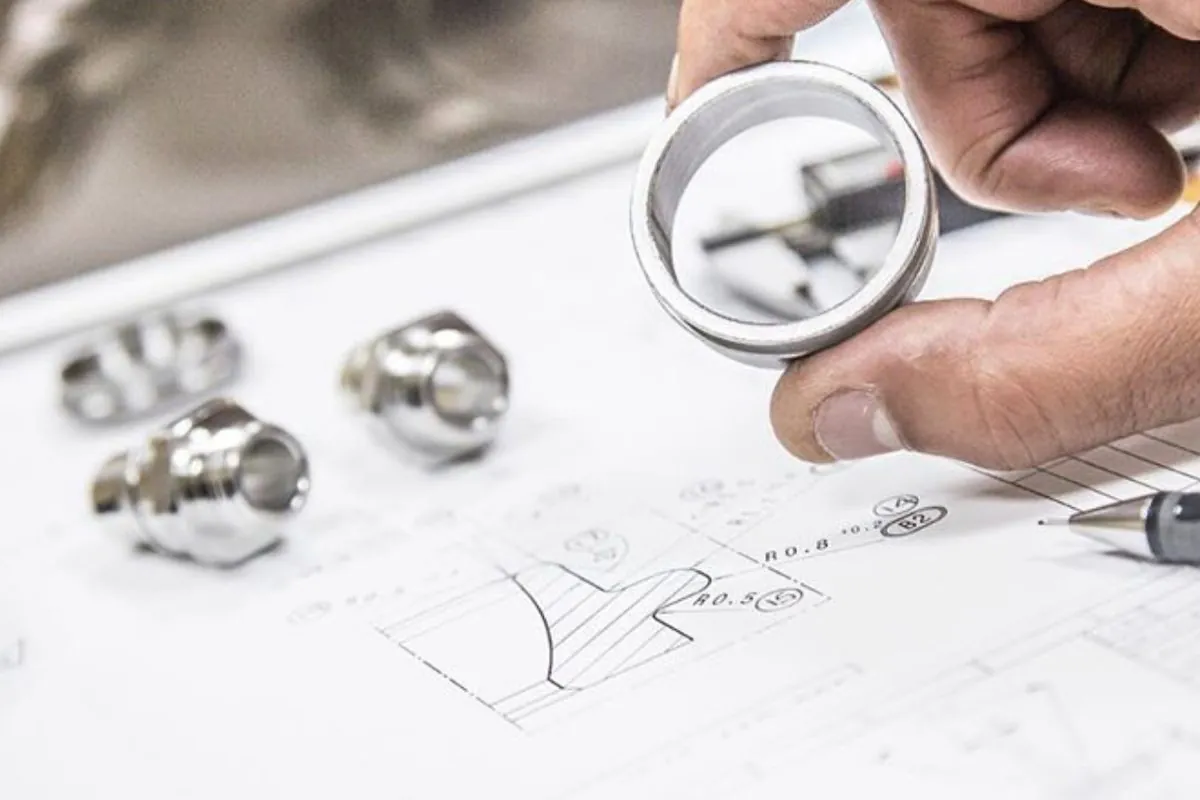
First-article & in-line checks
Every set-up begins with a first-article inspection: the operator proves out critical dimensions, threads and form before the run is released. Through the run, dimensions are sampled on calibrated micrometers, calipers, bore gauges and go/no-go thread gauges, with the profile projector and vision system used for fine features — so tool wear and thermal drift are corrected on the machine rather than discovered later.
Final inspection & packing
Finished lots are verified for critical dimensions, thread fit, roundness and surface finish, with high-volume parts passed through 100% optical sorting. Conforming parts are then cleaned, counted and packed to the agreed standard for export, and the batch is documented so its inspection history travels with the shipment.
Tolerances are held to the capability of each process and the dimensions you specify — see our tolerances & fits guide. For safety-critical parts we manufacture to your approved drawing; final approval for the application remains the buyer's responsibility.
Checked at every stage.
From first article to final assembly, parts are gauged and verified by hand and machine before they leave the floor.
Inside the inspection room
A dedicated metrology area — coordinate measuring, form and roundness, surface roughness, optical projection, vision and gauging — keeps measurement traceable and repeatable.
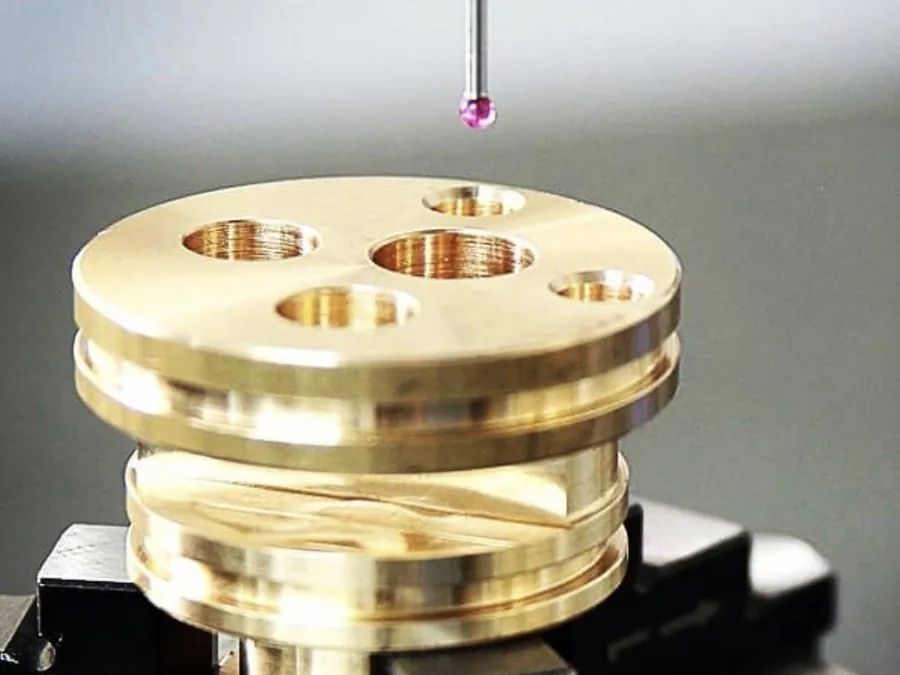
Coordinate measuring (CMM)
Verifies complex geometry and true position against the 3D drawing.
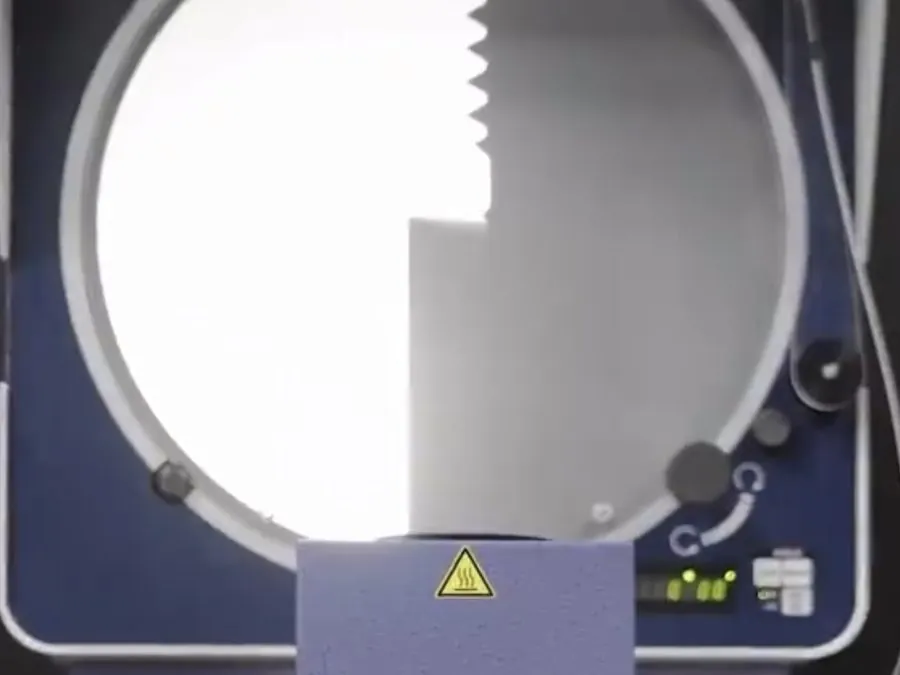
Profile projection
Optical comparator magnifies thread forms and profiles for comparison to spec.

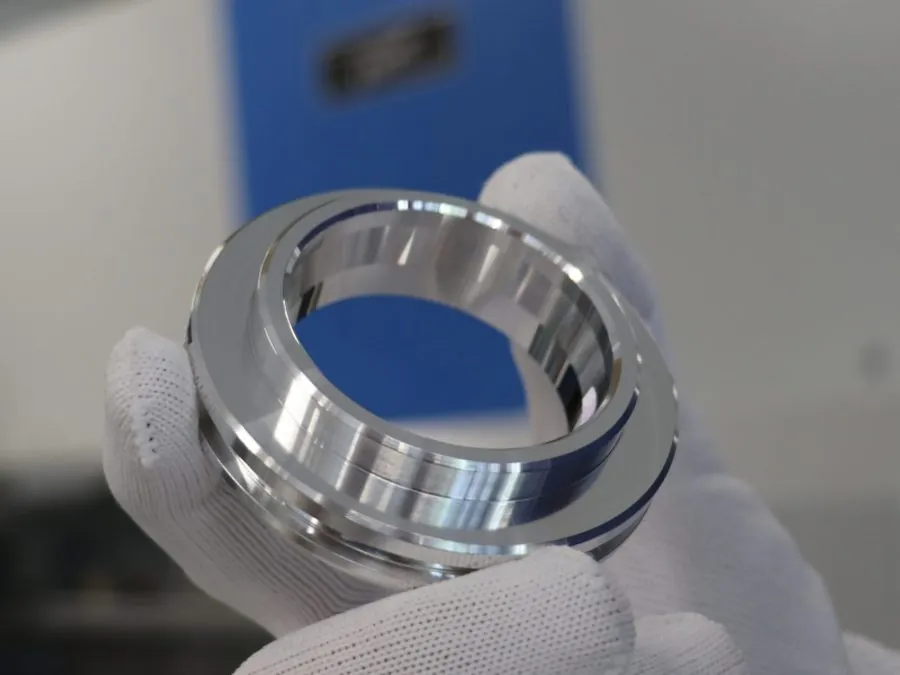
Roundness & form
Checks circularity and concentricity on bores, diameters and seats.
Optical form measurement
Verifies profiles and form features without contacting the part.
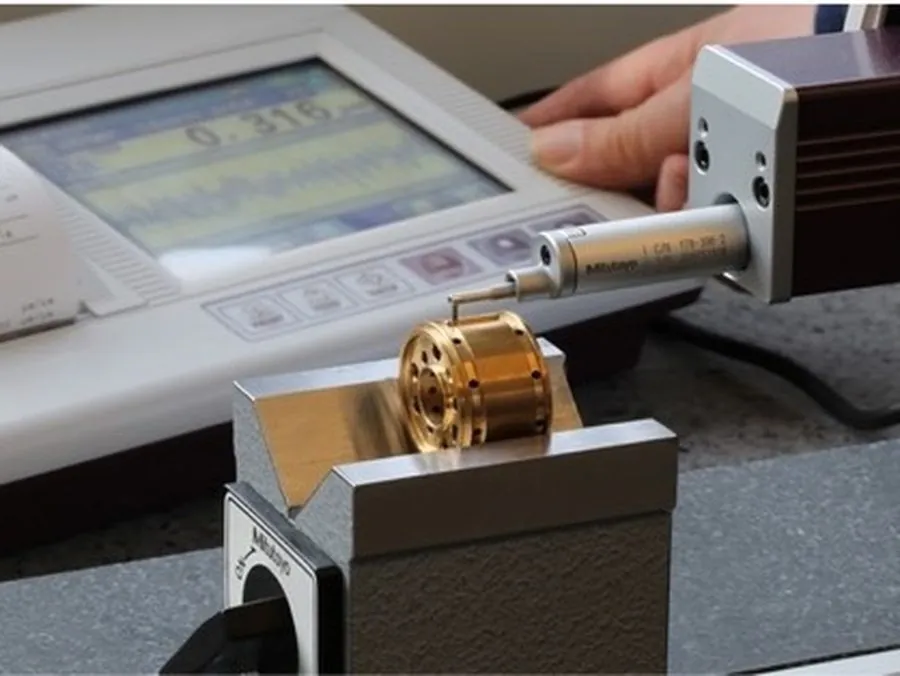
Surface roughness
Mitutoyo Surftest measures Ra/Rz on sealing faces and finishes.
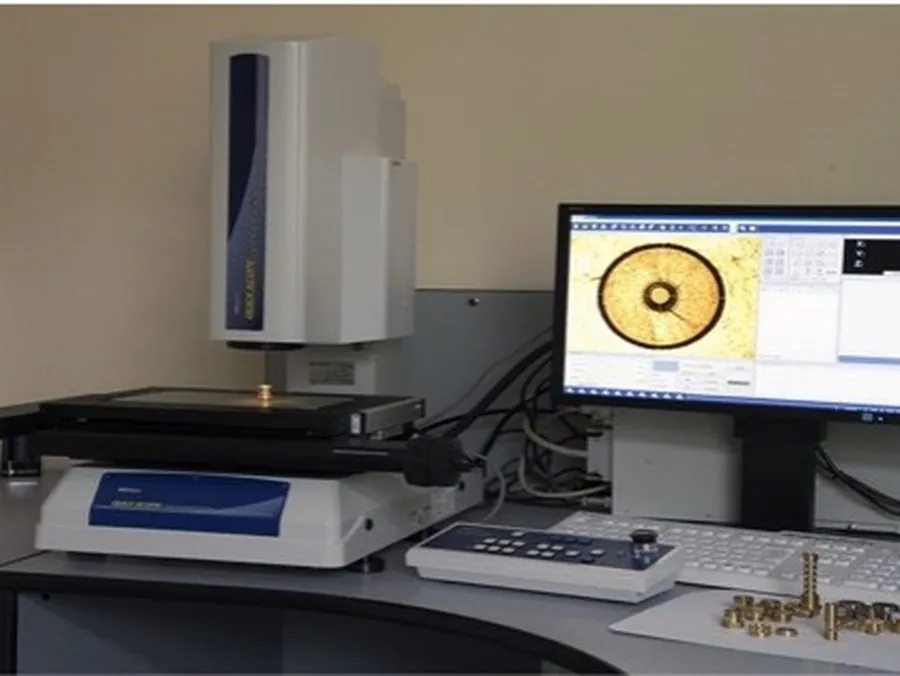
Vision measuring
Non-contact measurement of fine features on small precision parts.
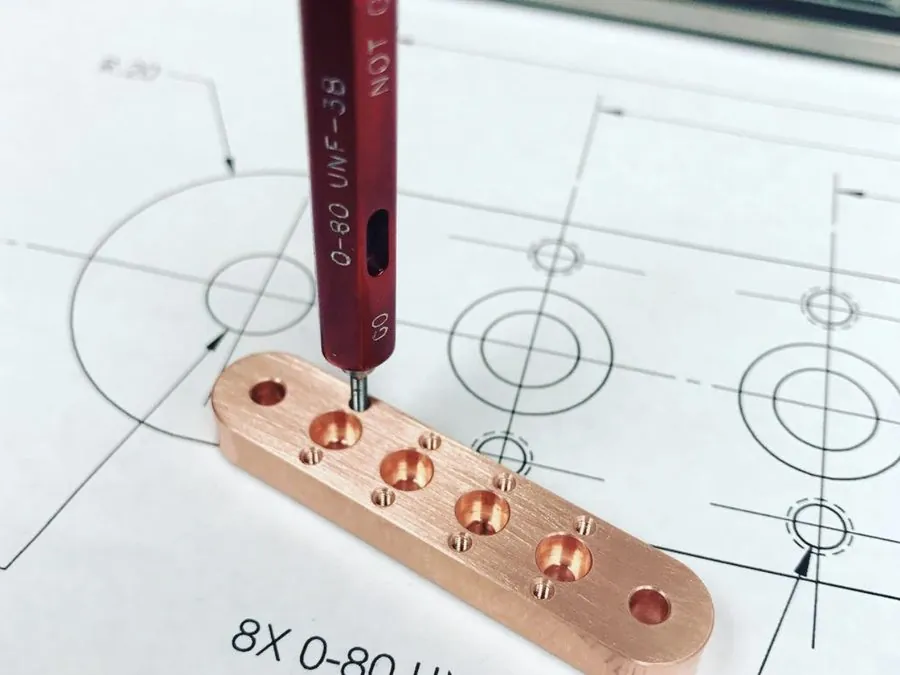
Gauge & thread checks
Go/no-go ring and plug gauges confirm thread fit on every batch.

Dimensional checks
Calibrated calipers and micrometers verify critical dimensions in-process.
Final inspection
Critical features and finish are confirmed by hand before packing.
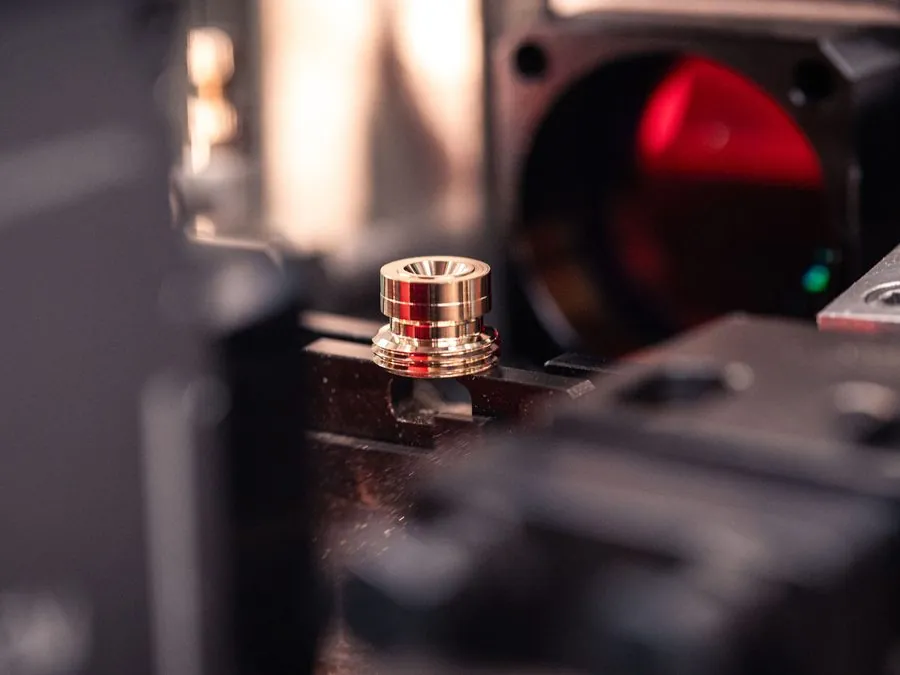
Precision you can see
High-magnification optical measurement and a controlled QC lab let us verify the smallest features against your drawing.




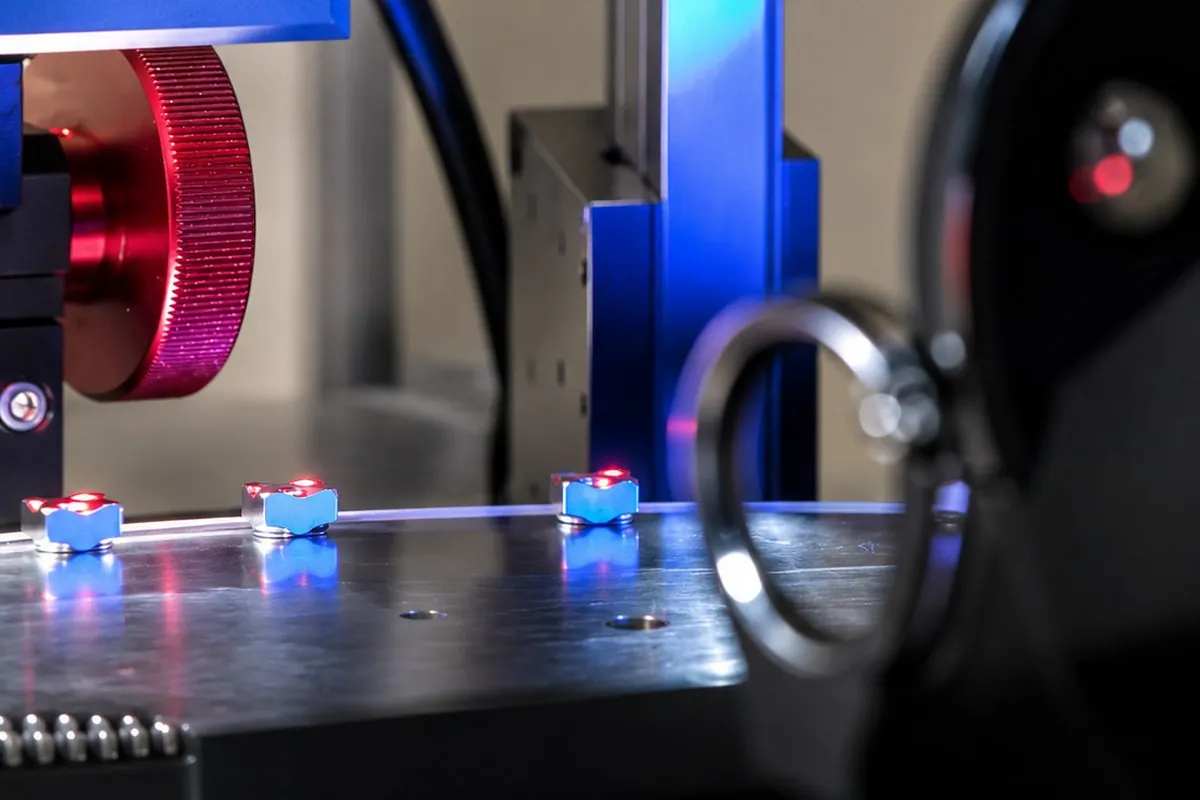
In-house optical sorting
For high-volume parts we run automated optical sorting cells that inspect every piece and remove non-conforming parts before packing — backing the checks our inspection room already performs.
Every part inspected
100% automated optical inspection on selected critical features for high-volume runs — not just sample-based AQL checks.
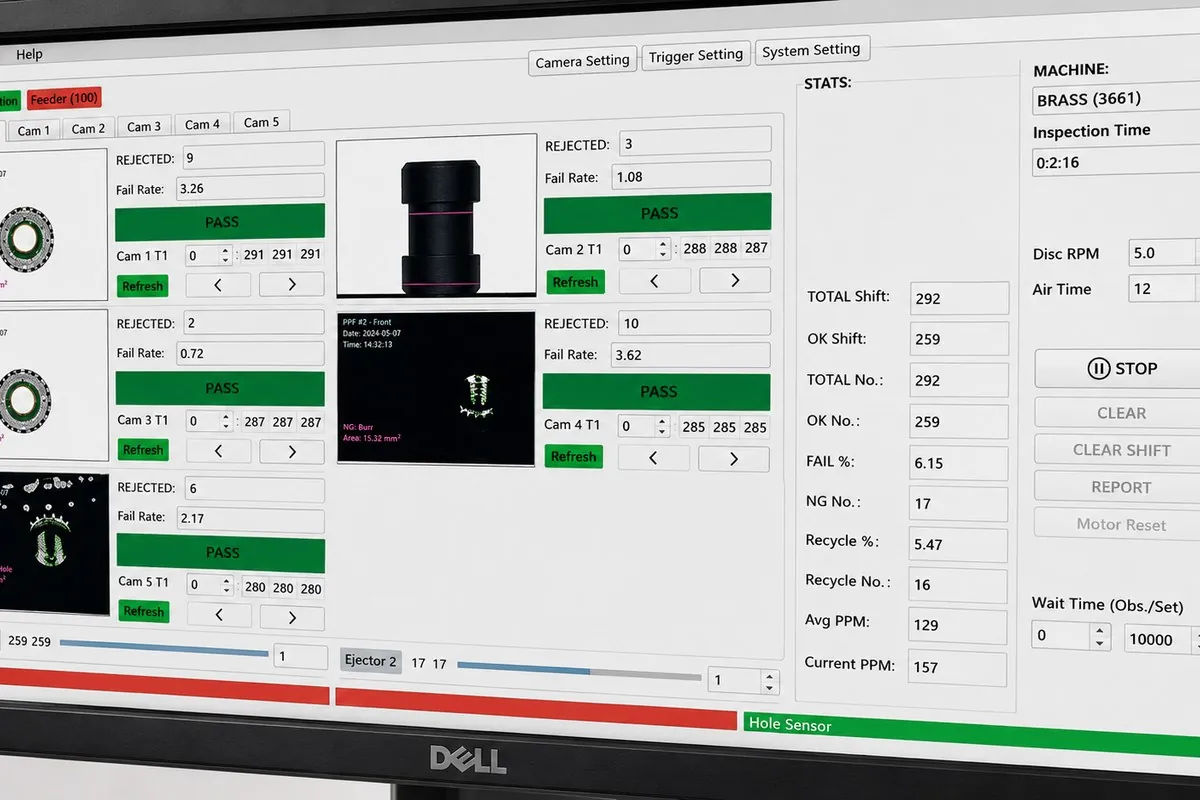
Multi-camera detection
Multiple cameras capture diameters, lengths, bores, thread presence and surface or cosmetic flaws around the full part.
Automatic rejection
Out-of-tolerance or defective pieces are separated automatically before packing, reducing the risk of mixed parts.
Batch data & traceability
Pass/fail counts and reject rates are recorded per lot and supplied alongside EN 10204 3.1 certificates on request.
High-volume programs expect consistent, conforming deliveries at scale. Our optical sorting cells inspect 100% of selected features and remove non-conforming pieces before they are packed — lowering the risk of out-of-tolerance or mixed parts reaching your line. Inspection results are recorded per batch; final functional validation and approval of the finished part remain the buyer's responsibility.
What we measure — and how
Each characteristic is checked with the right instrument for the feature and the tolerance, then recorded so it can be traced back to the lot.
| Characteristic | Method / instrument | What it confirms |
|---|---|---|
| Linear dimensions | Digital calipers, micrometers, bore & height gauges | Lengths, diameters, depths and steps to the drawing's dimensions and tolerances. |
| Geometry & true position | Coordinate measuring machine (CMM) | Complex 3D features, hole patterns and positional tolerance against the model or drawing. |
| Roundness, concentricity & form | Roundness / form tester | Circularity and run-out on turned diameters, bores and sealing seats. |
| Threads | Go / no-go ring & plug gauges; profile projector for thread form | Thread fit and class to the specified standard — ISO metric, BSP/BSPT, NPT/NPTF, UNF/UNC. |
| Surface roughness | Mitutoyo Surftest profilometer | Ra / Rz on sealing faces and functional surfaces. |
| Fine features & micro-geometry | Vision measuring system & Keyence optical microscope | Non-contact measurement of small features, edges and profiles at high magnification. |
| Cosmetic & dimensional sorting | Multi-camera optical sorting cell | 100% inspection of selected features on high-volume parts, with automatic rejection. |
| Material grade & composition | Mill test certificates (EN 10204 2.1 / 3.1) | Alloy grade, chemistry and — where required — lead content, before machining. |
Calibration & traceability
Measuring instruments are identified, scheduled and calibrated against traceable reference standards, and tools found out of calibration are removed from use until corrected. Routine measurement is carried out in a dedicated, temperature-aware QC laboratory so that readings stay repeatable from shift to shift and operator to operator. Each production lot carries an identity that links the finished part back to its material and inspection records.
Inspection documentation
On request we supply material certificates (EN 10204 2.1 or 3.1), dimensional inspection reports for nominated characteristics, and per-batch optical-sorting and reject data. Routine lots are sampled to recognised AQL plans (ISO 2859-1) unless you specify 100% inspection or a custom plan. For thread, finish and material standards behind these checks, see our standards & certifications guide.
Certifications & compliance
The systems and documentation that sit behind the parts — certified by DQS and kept current for export.
ISO 9001 · 14001 · 45001
Quality, environmental and occupational health & safety management systems — all three certified by DQS.
View certificatesRegulatory documentation
RoHS, REACH, SVHC, CMRT and California Prop 65 statements available on request for your compliance files.
Open compliance centreGo deeper
How we and our customers think about quality when sourcing precision brass parts.
5 quality tests every brass fitting must pass
The checks that separate a reliable fitting from a returns problem.
Read7 certifications to look for in a supplier
What the certificates actually mean for your supply chain.
ReadHow to verify quality when buying online
Practical steps to vet a brass fittings supplier remotely.
ReadQuality questions, answered
The questions buyers ask most often before placing a first order with us.
Is Brassland ISO certified?
Can you provide material certificates and inspection reports?
Do you inspect every part, or use sampling?
What tolerances can you hold?
Can you make lead-free or drinking-water-safe brass parts?
Are your measuring instruments calibrated?
How do you handle safety-critical parts?
Send us your drawing.
We'll review it with engineering and quote — typically within 24 hours.
Get a Quote ›Verify our quality system at the source
Brassland’s management systems are certified by DQS (registration 50257267) to ISO 9001, ISO 14001 and ISO 45001, with scope covering ferrous & non-ferrous precision machined components. The standards and bodies referenced on this page are linked below — verify any claim directly with the publisher.
Last reviewed: June 2026. Measurement capability and inspection routines described on this page reflect current shop-floor practice; certificate scope and validity can be verified against the registration number above with DQS.