
Brass Threaded Inserts
Choose by host material and installation method.
| Your host material | Installation | Specify | Series page |
|---|---|---|---|
| Thermoplastics (post-mould) | Ultrasonic, press-in or expansion | Highest pull-out & torque after moulding | Expansion & Knurled → |
| Thermosets, soft plastics, wood | Cold — self-tapping or press-in | No heat available; field or line installation | Self-Tapping & Press-In → |
| Foams & low-density boards | Cold — foam-grade | Oversized thread form grips weak substrates | Foam-Grade → |
| Injection-moulded (in-mould) | Mould-in (overmoulded) | Strongest anchorage; DIN 16903, 14 forms | Mould-In · DIN 16903 → |
| Printed circuit boards | Press-fit, solderless | Cable, fuse and heavy-lead anchoring on 2.54 mm pitch | PCB Terminals → |
| Already know the series? | — | Every series and size, in one catalogue | Full Insert Range → |
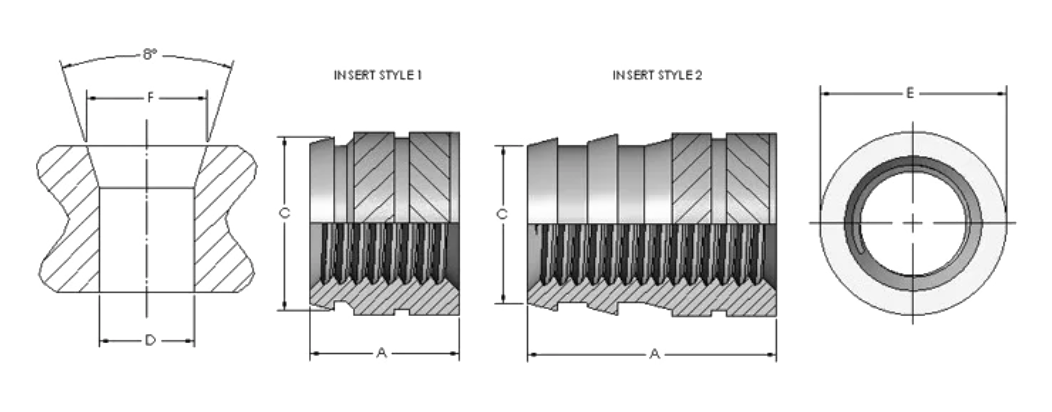
- Slot-free solid body for high torque and clean pull-through
- Triple-flute geometry balances install torque against retention
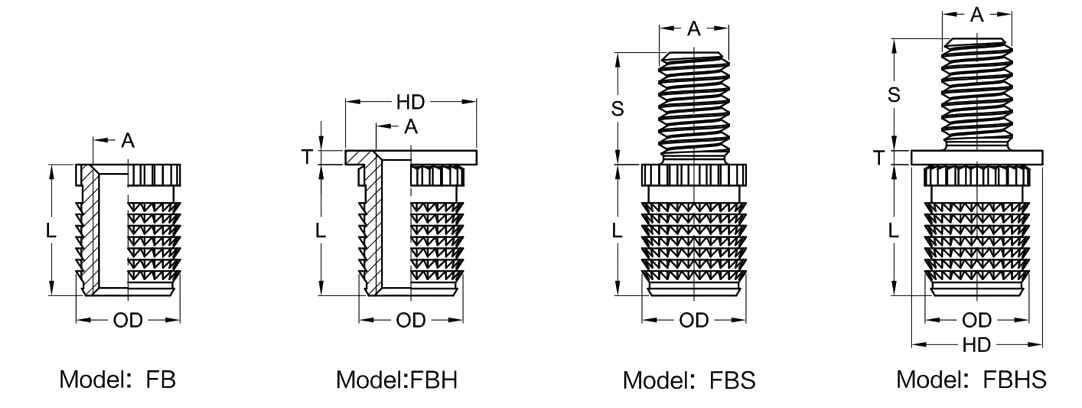
- Double-ended, reduced-head and regular-head options
- Profiles for thermosets that cut without cracking
- Diamond/straight knurl plus grooves resist torque- and pull-out
- Melt flows into undercuts for a near-flush, gap-free seat
- Very low residual boss stress — no cold-forming load
- Excellent for high-volume lines and thin-wall bosses
- Sub-second cycle times for high-throughput cells
- Localised, controlled melt — minimal heat spread
- Strong, repeatable pull-out and torque, low stress
- Often dual-rated for heat-set and ultrasonic
- External barbs bite the boss wall to resist jack-out
- Headed options add bearing area and bridge air gaps
- Large-head variants double as a grounding surface
- No tooling heat — assembly without specialist kit
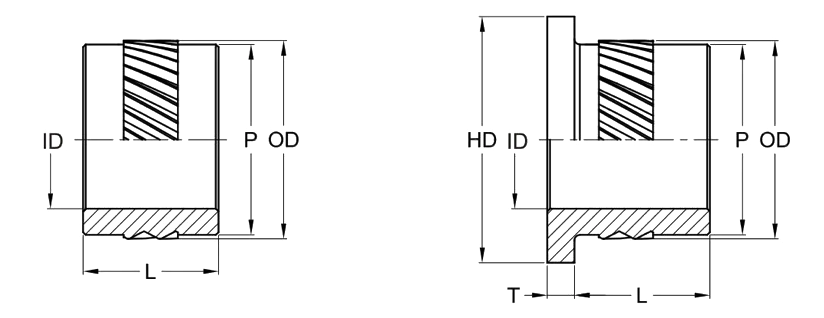
- Open-ended (through-boss) and blind-ended designs
- Undercuts and knurls give maximum pull- and torque-out
- Engineered pin tolerances keep threads flash-free
- Suited to robotic load/unload for automatic cells
- Enlarged head and barb diameters for bearing area
- Single-end thread engagement preserves grip in thin walls
- Chamfered head reduces apparent projection
- Clamps the mating part while limiting plastic creep
- Aggressive coarse thread maximises engagement in soft cores
- Three cutting flutes for cold self-tapping installation
- Double-ended option for orientation-free feeding
- Headed version adds bearing surface and flush finish

- Anti-creep spacers maintain bolt tension over time
- Conductive variants give a reliable earth/bond path
- Rivet-nut-for-plastics installs from one side
- Application-specific platings, threads and head styles
- Geometry tuned to your resin grade and boss dimensions
- Custom thread sizes, knurls, undercuts and head profiles
- Material and finish selected for the environment
- Prototyping and pull-out/torque validation before production
High pull-out resistance
Knurls, barbs, flutes and undercuts are matched to the substrate and installation method, so retention features carry the axial load — giving predictable, design-able pull-out values without over-torque.
High torque-out resistance
Solid, slot-free bodies in small diameters keep torsional strength high, resist insert spin in the boss, and let assemblers reach target seating torque with consistent clamp load.
Clean cutting in any resin
Self-tapping profiles cut cleanly in ductile thermoplastics and brittle thermosets without cracking the boss — geometries specified from PP, PE and ABS through PA, PC, POM and PBT to glass-filled compounds, phenolic and melamine.
Reusable metal threads
Replacing moulded or self-tapped plastic threads with a brass insert means screws can be removed and refitted many times without strip-out — through repeated assembly and service cycles.
Headed and headless options
Control bearing area, flush-fit finish, gasket bridging and jack-out resistance with the right head form for the joint.
Tight dimensional control
CNC machining holds hole, head and thread tolerances batch after batch — design the boss once and trust every insert to seat, install and perform identically.
Corrosion resistance
Brass performs well in most indoor and enclosed environments; nickel, zinc and tin platings extend service to humid, washdown, outdoor and chemically aggressive conditions.
One source, M1.6–M12
Metric and imperial coverage in a single supplier relationship — and many geometries are dual-rated, so one part can be heat-set or ultrasonically installed across plants.
Consumer Electronics
Heat-set and ultrasonic inserts give phones, wearables, laptops and accessories serviceable, reusable threads in thin thermoplastic housings — repeated screw cycles without stripping, and minimal boss stress. Electronics components →
Automotive & EV
Interior, under-bonnet and EV battery/module assemblies demand inserts that survive heat, vibration and repeated service. Mould-in and heat-set inserts deliver high pull-out and torque-out in glass-filled resins, with anti-creep options. Automotive components →
Medical Devices
Enclosures, handhelds and diagnostic equipment need clean, corrosion-resistant, reusable fixings that withstand cleaning and sterilisation. Micro and heat-set inserts provide precise, low-particulate joints.
Electrical & Switchgear
Self-tapping and press-fit inserts create robust earth points and panel fixings in switchgear and enclosures; large-head and conductive variants double as grounding surfaces for ring terminals and bonding straps. Switchgear components →
Industrial Equipment
Heavy-duty mould-in and self-tapping inserts handle high-load, high-cycle joints in tough engineering plastics and composites, including serviceable access panels and structural brackets.
Telecommunications
Network hardware, antennas and outdoor enclosures rely on corrosion-resistant inserts that hold up in sealed, gasketed and weather-exposed assemblies, with standoff inserts for stacked PCB and module mounting.
Appliances
White goods and small domestic products use press-fit, heat-set and foam inserts for cost-effective, high-volume assembly across thermoplastic, structural-foam and composite parts.
3D-Printed Components
Heat-set inserts are the standard solution for FDM and SLS parts — functional prints, jigs and fixtures: the melt re-flows around the insert and into layer lines, converting weak printed threads into durable, reusable metal threads.
| Family | Best Substrate | Installation | Pull-Out | Torque | Cycle Speed | Boss Stress |
|---|---|---|---|---|---|---|
| Self-Tapping | Thermoset & thermoplastic | Cold, screw-in | Med–High | High | Medium | Low–Med |
| Heat-Set | Thermoplastic | Thermal press | High | High | Medium | Very Low |
| Ultrasonic | Thermoplastic | Ultrasonic horn | High | High | Very Fast | Very Low |
| Press-Fit | Thermoplastic | Cold press | Medium | Medium | Fast | Medium |
| Mould-In | Any moulded resin | Over-moulded | Very High | Very High | In cycle | None |
| Micro | Thin-wall thermoplastic | Heat / press | Medium | Medium | Medium | Low |
| Foam | Foam, MDF, GRP | Cold, screw-in | Medium | Med–High | Medium | Low |
- High volume + thermoplastic → Ultrasonic (speed) or Heat-Set (lowest stress)
- Highest retention + tooling access → Mould-In
- No specialist equipment / field service → Self-Tapping or Press-Fit
- Thermoset or brittle resin → Self-Tapping (controlled-cut profile)
- Thin walls / miniature → Micro
- Low-density or fibrous core → Foam
Press-Fit Installation
How it works: the insert is pressed cold into a prepared hole; external barbs deform the boss wall to create an interference grip.
Benefits: no heat or energy source, fastest manual or semi-automatic assembly, low capital cost, suitable for field and repair work, immediate handling strength.
Heat Installation (Heat-Set)
How it works: a temperature-controlled tip heats the insert and surrounding thermoplastic; the insert is pressed in and the melt re-flows around knurls and undercuts, locking on cooling.
Benefits: highest retention in thermoplastics, very low residual boss stress, excellent repeatability, near-flush seating, ideal for thin walls and automation.
Ultrasonic Installation
How it works: an ultrasonic horn vibrates the insert at high frequency, generating localised frictional melt at the boss interface as the insert seats.
Benefits: sub-second cycles, tightly localised heat, strong and consistent pull-out/torque, clean process well suited to high-volume moulding cells.
Mould-In Installation
How it works: inserts are placed on core pins in the tool and the part is moulded around them, fully encapsulating the insert body.
Benefits: maximum pull-out and torque-out, no secondary operation, no post-install interface to fail, flash-free threads with correct pin design, robot-compatible.
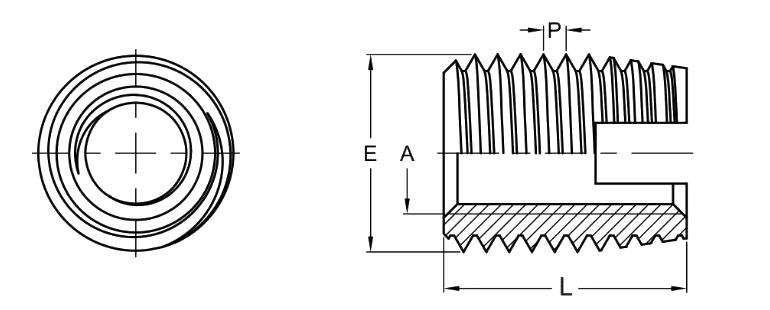
Self-Tapping Installation
How it works: the insert is driven into a moulded or drilled hole and cuts its own mating thread via external cutting flutes — no heat required.
Benefits: works in thermosets and composites where melt methods can't, no specialist equipment, strong torque resistance, well suited to low/medium volume and serviceable assemblies.
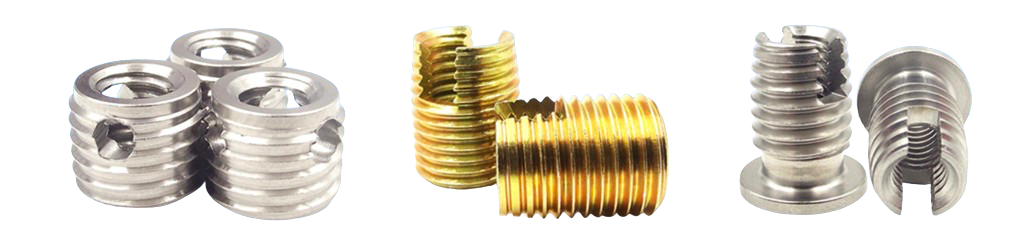
Free-Cutting Brass Standard
Brassland's specialist insert material. Excellent machinability for fine, consistent threads; strong corrosion resistance; good thermal conductivity for fast, even heat-set and ultrasonic installation; and high natural lubricity for smooth screw cycling. The best all-round balance of performance, cost and manufacturability — and the alloy every Brassland insert is built from.
Natural brass, nickel, zinc, tin (for solderability/conductivity) and RoHS/REACH-compliant options. Specialist platings available for conductivity, corrosion class or appearance. Surface finishes guide →
Custom Design Capability
Our engineering team develops bespoke geometries matched to your resin, boss and load case when no standard part fits — backed by prototyping and validation.
Fast Development Support
Direct access to applications engineers, rapid sampling and quick technical turnaround keep your project moving from design to production.
Certified, Export-Ready Supply
ISO 9001, ISO 14001 and ISO 45001 certified (DQS), full material traceability with EN 10204 3.1 certificates, and export-standard documentation to 40+ countries.
It comes down to substrate, volume and equipment. For thermoplastics at volume, ultrasonic is fastest and heat-set gives the lowest boss stress. Mould-in delivers the highest retention if you can load pins in the tool. Press-fit and self-tapping need no specialist equipment and suit lower volumes or field service. Thermosets and composites generally require self-tapping inserts. Share your resin, boss size and annual volume and our engineers will recommend a method.
Standard metric coverage runs from M1.6 to M12, with imperial equivalents available. Custom thread sizes and lengths can be engineered for specific applications.
Heat-set and ultrasonic inserts perform very well in unfilled and lightly filled thermoplastics like nylon. For highly glass-filled or abrasive grades, mould-in inserts often give the best retention; where post-mould installation is needed, a heat-set insert with an optimised knurl is the usual choice. Boss dimensions should be tuned to the filler content.
Yes — heat-set inserts are the standard solution for FDM and SLS parts. The heated insert re-flows the plastic around its knurls and into the layer structure, converting weak printed threads into durable, reusable metal threads. Size the printed boss as you would a moulded boss for the chosen insert.
Values depend on insert family, size, installation method and the host material's strength and wall thickness. Mould-in and heat-set inserts typically achieve the highest pull-out and torque-out figures. We provide guidance values per part and recommend validating with your own material and boss design, which we can support.
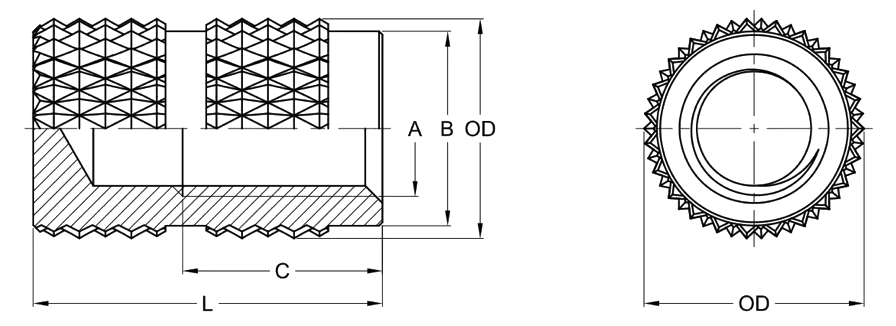
Each insert family has a recommended hole diameter, boss outer diameter and depth — generally the boss wall should be sized to contain the insert's retention features and resist hoop stress, with hole depth allowing for full seating plus clearance. We supply detailed hole and boss specifications for every part so your moulder can design correctly the first time.
Brass resists corrosion well in most enclosed and indoor conditions. For prolonged outdoor exposure, washdown, marine or chemically aggressive environments, we recommend engineered platings or specialist finishes. Tell us the environment and we'll specify accordingly.
Yes. Brass is conductive, and large-head or specific conductive variants provide an excellent bearing surface for ring terminals and bonding straps. Tin or nickel plating can improve conductivity and solderability.
Yes. Compliant materials and finishes are available, and we can provide the supporting documentation your compliance process requires.
Self-tapping inserts cut their own thread cold into the boss and need no heat — they work in thermosets, composites and for field service. Heat-set inserts are pressed into softened thermoplastic with a heated tip and rely on melt re-flow for retention, giving very low boss stress and high pull-out, but only in thermoplastics.
Yes. Provide a sample, drawing or part number and we can match the geometry or recommend an improved equivalent, including any dimensional changes needed to suit your current boss design.
These vary by family, size and whether the part is standard or custom. Contact us with your requirement and we'll confirm MOQ, sampling timing and production lead time for your specific parts.
Yes. We support rapid sampling and prototype quantities so you can validate fit, installation and performance in your own assembly before committing to volume.
Often, yes. Many of our geometries are dual-rated for heat-set and ultrasonic installation, so a single part number can be deployed across plants with different installation equipment — simplifying your supply chain.
Specify the correct insert family and size for the load, design the boss to the recommended dimensions, install to the correct method and parameters, and use anti-creep spacers where long-term clamp load matters. Our applications team can review your joint to head off strip-out, jack-out and creep before they reach production.